article
Automated fan systems unlock productivity potential
Industrial automation systems improve business productivity and financial results. Such systems are usually procured as a capital expenditure designed to meet a set of requirements that, if delivered, should produce a return on investment (ROI) sufficient to justify the expenditure. The problem is, however, as capital projects have finite budgets, the set of capabilities implemented is often limited.

In many cases, this means the full ROI is not reached and there exists tremendous untapped potential for productivity improvement. For example, kiln shell cooling fans are used to keep kiln shell temperature below the point where damage occurs to the shell. At most plants the fans are controlled manually: They are started by the operator when the kiln shell reaches a minimum temperature and shut off when the kiln stops. This creates two issues:
- Electrical energy and therefore money are wasted.
- The coating of the brick in the kiln becomes unstable.
Keeping the shell temperature within a certain range encourages build-up of coating on the kiln brick, which protects the brick from wear. However, if the fans are left on the coating can grow to form rings or become excessively thick. The rings will disrupt kiln operation and coating removal may require the use of a kiln gun. Excessively thick coating will fall off frequently, damaging the brick and exposing it to the harsh kiln environment, thus reducing brick life. Operators of large rotary kilns will all agree that stable brick coating is one of the keys to efficient and reliable kiln operation.
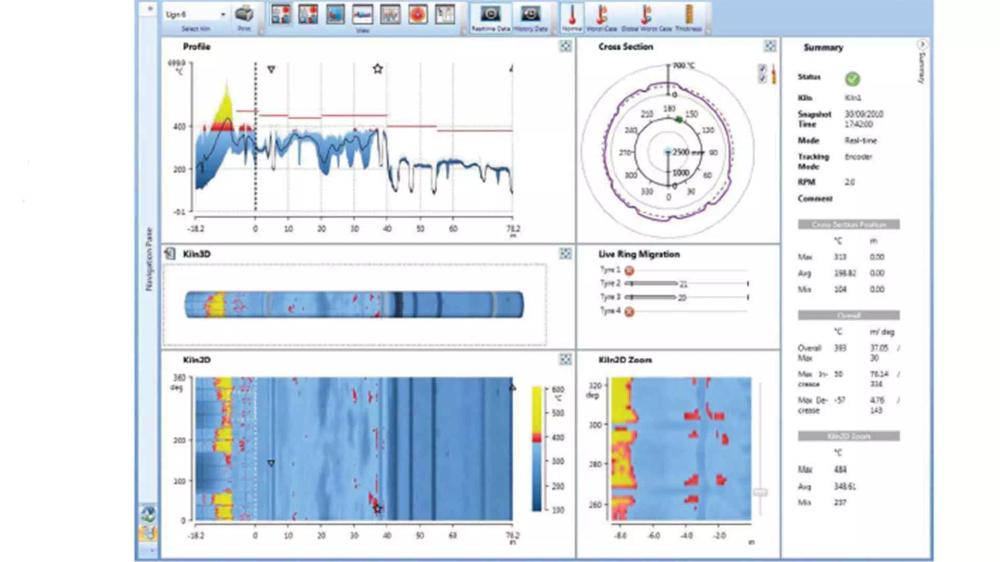
The ECS/CemScanner software provides an overview of the kiln shell condition.
The benefits of automating kiln shell fan control
As a supplier of kiln temperature measurement systems, FLSmidth Cement sees Requests for Quotation that focus only on functional temperature measurement, often due to capital expenditure constraints as discussed above. Other potential benefits, like automating the start/stop function of a kiln shell fan, aren’t considered despite the fact that the implementation cost can be modest and there is great potential to boost the system’s ROI and productivity.
Automating kiln shell fan control is not difficult. It requires an input of the temperature profile of the kiln shell, an output to control the fan motor starter, software to implement a control algorithm, and a user interface to control the system. Most plants have an infrared line scanner system to measure the temperature and can control the fans with a Programmable Logic Controller (PLC).
FLSmidth Cement has worked with many customers to implement fan control, but not often during the capital project phase - rather it has been implemented as a service after capital project completion.
Service contracts typically include preventative maintenance service visits, during which service engineers frequently find opportunities to improve efficiency. Implementing automated kiln shell fan control is one example of adding value. Service engineers are familiar with automated fan control and can make recommendations knowing its capability to boost the overall ROI and achieve productivity improvements.
Easy, quick installation
Implementation varies depending on the available software, control system architecture and whether the fans are fixed-position or moveable. FLSmidth Cement’s experience in implementing automated fan control centres on the FLSmidth Cement CemScanner® kiln shell monitoring system , so the details described here are in reference to that system. However the fundamentals of the implementation remain the same, regardless of the system.
If the fans are moveable, configuration will only be practical if the kiln temperature measurement system has built-in automatic fan control functionality.
CemScanner configuration
- Configuring the fan control in the CemScanner system is relatively easy. The quantity, location and start/stop temperatures can be configured from the user interface.
- The next step is to send the fan start/stop commands from the CemScanner to the processor that controls the fan. The details of this vary, depending on the control system architecture.
- In some cases, a new communication driver may be required. CemScanner has drivers available for common industrial network communication protocols. If the shell fans are not already controlled by a processor, a small microprocessor with relay outputs can be installed near the fan motor starters.
A modern plant implementation will typically take less than a day, as the infrastructure required already exists. For customers with an FLSmidth Cement PlantLine™ Service Agreement , the automated fan control system has been implemented during scheduled preventative maintenance visits. Although not part of the scope of the agreement, it is common to use the visits for this type of task if it doesn’t significantly extend the duration of the visit.
Despite being a fast intervention that in most case can be performed during a site visit, there are times where it will require longer support. In these cases, FLSmidth Cement has been able to complete the job remotely using the Go2FLS secure remote service system.

Positive results
Plants that have implemented automated kiln shell fan start/stop have seen excellent results. Energy consumption from the fans is reduced. Brick coating stability is improved, reducing brick consumption and improving kiln operational stability. The improved operational stability allows for optimised production and fuel consumption, and reduced clinker chemistry variation.
Reduced energy consumption
30% REDUCTION
at least
Improvement in brick life
5–10% EXTENSION
is achievable
It is not difficult to calculate the ROI of automating kiln shell fan control based on the reduced energy consumption. Such a calculation only requires information on the power consumption of the fan, quantity of the fans, cost of electricity, typical fan run time and cost to implement the fan control. The reduction in fan run time will vary considerably from plant to plant, but at least 30% reduction should be achieved.
Calculating the ROI based on improved coating stability is more difficult. Automating the fan control will certainly improve coating control and increase brick life. However, as there are many factors that impact brick coating stability and brick life, it can be difficult to attribute the improvement to fan control automation. FLSmidth Cement has added a data export tool to the CemScanner™ software to provide data for data analysts calculate and quantify the benefits. The evidence suggests an improvement in brick life of 5–10% is achievable. Customer feedback also confirms a noticeable improvement in kiln operation stability.
The implementation cost of automated fan control will be modest if the supplier of the existing temperature measurement system will support it. At most, it should only require the purchase of an additional communication driver and a few days of service from the supplier to implement.
If the existing system supplier cannot support automating fan control, it should still be possible to see an ROI that will justify replacing the existing system.
Opportunities for improvement
Automated kiln shell fan control is an example of a valuable productivity improvement that is typically not implemented as part of a capital project. Even in a recently installed automation system, it is likely that further opportunities for improvement exist. Within the year following project completion, it is suggested that a meeting takes place with the automation system supplier to review the features and capabilities that remain untapped. There likely exist some low-cost, quick-win improvements that won’t require large capital investment.
_Kiln_Shell_Monitoring_System.png?w=3840&q=80&auto=format)


.jpg?w=1080&q=80&auto=format)
.png?w=1080&q=80&auto=format)

