
Cement is central to meeting many of the world’s Sustainable Development Goals. But it’s also responsible for around 7% of global carbon emissions. With the world’s cement producers united in their commitment to achieve net zero cement by 2050, it’s time to act.
While the potential of carbon capture and storage technology has many of us feeling hopeful about our ability to meet those goals, commercial scale carbon capture in the cement industry is years away. Besides which, carbon emissions from the cement process will need to be reduced significantly before such technology can be fully effective. This work has already begun but must ramp up if the industry is to meet its environmental goals.
Three clear pathways to reduced carbon
There are three clear pathways to reducing carbon emissions from the cement process, all of which are available to the cement industry right now:
- Reducing the clinker factor.
- Reducing energy consumption.
- Reducing fossil fuel use.

Reducing the clinker factor with SCMs
Embodied emissions from the calcination of clinker can be reduced simply by using less clinker. But clearly, this can’t be done at the cost of cement quality. Supplementary cementitious materials (SCMs) can be used in place of clinker to produce cement with a lower carbon footprint and a similar cement quality.
The UNEP-sponsored white paper ‘Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry’ suggests a reasonable worldwide average clinker factor of 0.60 is achievable by 2050 (against a 2017 global average of 0.78). This demonstrates the importance of SCMs in helping the cement industry achieve Net Zero.
To make headway on these goals, careful consideration must be given to the properties of the SCMs in question – especially regarding grinding. The grinding operation is integral to achieving the necessary particle size distribution for optimum cement strength.

Types and availability of SCMs
A wide variety of SCMs are available, depending on where you are in the world. These include:
- Granulated blastfurnace slag – a byproduct of steel production, which can be substituted up to 100%
- Fly ash – a byproduct of coal combustion
- Calcined clays – widely available and easy to use
- Natural pozzolans – availability and quality vary depending on where you are in the world
- Limestone – regularly used in quantities up to 35% and can be used in higher quantities with proper grinding
The use of SCMs varies from region to region, according to what’s available locally and the acceptance by local authorities. Regulatory approval can be a hurdle to overcome for cement producers looking to reduce the clinker factor, but end user buy-in is equally important. In the US, for example, ASTM C595 and AASHTO M 240 defined Portland-Limestone Cement, Type IL, with up to 15% limestone in blended cement specifications, way back in 2012. Cement quality can be maintained when adding limestone in these quantities, making it an easy way for cement producers to a) reduce the carbon footprint of each tonne of cement and b) make more cement per tonne of clinker. But it wasn’t until almost 10 years later, in 2021, that PLC sales began to see significant growth, with USGS records showing a more than 2000% rise in blended cement shipments between January 2021 and June 2023, from 218 707 t to 4 960 573 t. This dramatic increase is in part because major end users like the Department of Transportation and the Federal Aviation Administration have accepted PLC – and where federal departments lead, others follow.
In other markets, the SCM story is taking a different direction. India, for example, already had an average clinker factor of 0.71 in 2017, thanks to the widespread use of fly ash in the cement mix. Portland Pozzolana Cement (which includes cement made with fly ash) made up 65% of the market in 2017, while Portland Slag Cement made up about 10% of the market. Both ACC and Ambuja (former Holcim-owned companies now part of the Adani Group) have been reducing the clinker factor at their plants using fly ash and slag to achieve a combined clinker factor of 63, with two ACC cement plants achieving a clinker factor as low as 44.
Across the other side of the world, in Brazil, the average clinker-to-cement ratio is below 70%, with blastfurnace slag from steel mills, the most widely used SCM. The country is targeting reductions in clinker content to 59% in 2030 and 52% in 2050.
However, as steel production becomes more efficient and coal-fired power stations are replaced with more environmentally friendly options, the availability of fly ash and slag will reduce, forcing cement plants to look elsewhere to meet their targets.
Calcined clay
Calcined clay is an interesting option for cement producers because it is so widely available, and relatively low-cost. With the right treatment, it makes an excellent replacement for clinker and can deliver both financial and emissions benefits.
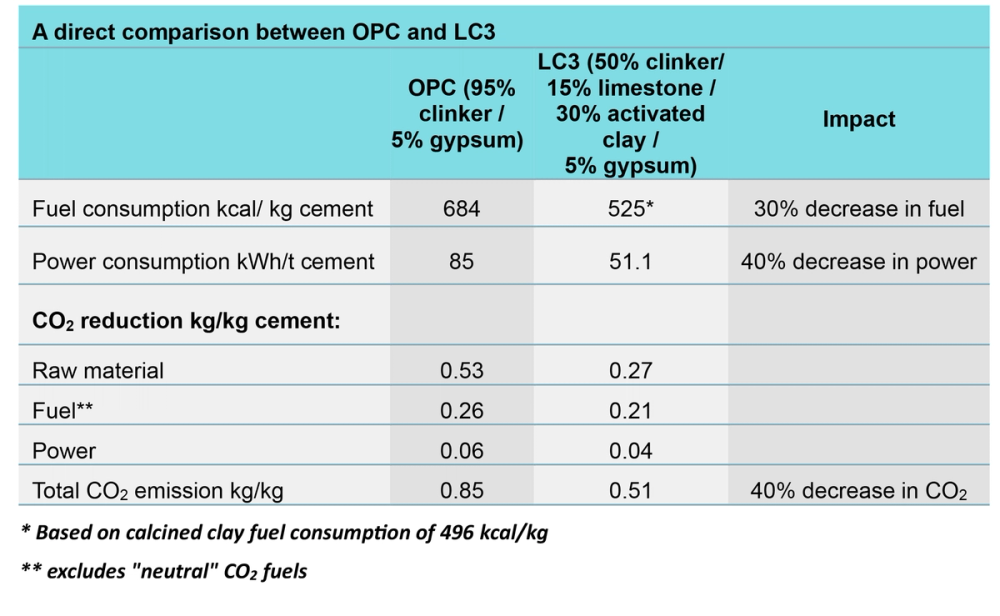
One of the great benefits of calcined clay is that it doesn’t require such high temperatures for calcination – just 750 – 850 ˚C, compared to 1400 – 1500 ˚C – resulting in a reduction in fuel of around 30% per tonne of clay compared to a tonne of clinker. It can also reduce the power requirement for grinding by up to 40%. Lower carbon emissions, lower operating costs – it’s a win-win for cement producers.

To demonstrate the potential of low-clinker cements, the table below shows a direct comparison between OPC and LC3, which is a cement mix containing 50% clinker, 15% limestone, 5% gypsum and 30% activated clay. This cement mix can deliver a 40% reduction in CO2 emissions compared to OPC. Imagine being able to deliver that kind of reduction on your emissions reporting from one year to another? The good news is that all the technology to make this happen already exists and is in use by forward-thinking cement plants right now. This is not just an area with a lot of potential – it’s already a game-changer.
Integrating SCMs into your grinding process
The grinding operation determines the success of a low-clinker cement, since strength is highly dependent on achieving the right particle size distribution.
The requirements of an SCM changes according to its characteristics. While some SCMs can be ground together with the rest of your cement mix, others may require a separate grinding operation. Some may have a high water demand, while others don’t.
To cater for all these different requirements, your grinding operation needs absolute control. Fortunately, grinding technology has evolved alongside the increased use of SCMs and today’s vertical mills present an efficient, highly capable option. With higher energy efficiency compared to ball mills (a saving of around 30 – 50%), VRMs already present a preferred option to lower a plant’s carbon footprint. But the greater flexibility of the VRM compared to the ball mill is another tick in the box for cement producers using SCMs, who need to be able to switch between different materials and adjust to changing material characteristics with ease – particularly when these materials have higher moisture contents.
For example, one FLSmidth customer uses the OK Mill™ to grind 100% slag with raw feed containing more than 20% moisture to product moisture levels less than 1%. This is possible thanks to the drying capacity of the VRM. This level of flexibility is imperative to SCM adoption.
Achieving the desired Blaine and PSD
Cement strength is determined by the average surface area (Blaine) and particle size distribution, usually measured by specific sieve residues. The most common sieve used for Portland cements is 45 µm (325 mesh) and for OPC the typical Blaine is 3800. Adding easier-to-grind materials like limestone to the mix changes the PSD-to-Blaine relationship. The limestone reaches the desired Blaine value more quickly than the harder clinker particles, so to achieve the necessary properties to reach the cement strength required, the Blaine must be increased. This difference is easy to manage in a VRM, which grinds using pressure rather than impact and attrition (as in ball mills). But grinding Portland Limestone Cement in a ball mill results in a small but significant decrease in capacity because of the required fineness adjustment.
VRMs also offer greater operational flexibility because they have more control parameters to adjust than ball mills. The enhanced digital capabilities of more advanced VRMs, like the OK Mill™, which uses an advanced control system, ECS/ProcessExpert, to optimise grinding performance further enables cement plants to lower power consumption, maximise capacity, and maintain better quality control (lower standard deviation). These benefits apply particularly to the development of green cements with a lower clinker factor.
Grinding clay and calcined clay
Clay is a very generic word describing a vast range of materials. That being the case, the grinding requirements vary widely. For raw clay, the typical grinding method is a dryer crusher, given the high moisture content. Calcined clay can be ground in either a ball mill or a VRM.
One factor that can have a significant impact on grinding is the clay’s quartz content. Quartz is very hard to grind, so the higher the quartz content in the calcined clay, the more power required to grind it. This is one of the things that would be picked up during initial testing, as described in our article, Test before you invest. If testing is carried out with FLSmidth, recommendations will be given for the most efficient grinding operation.
In terms of PSD, the outcome depends both on the feed material chemistry and the calcining process – it is possible to calcine clay in a kiln or a calciner. Again, these variables should be evaluated in the testing phase to ensure the optimal outcome.

Work in progress
As we’ve seen, SCMs like fly ash and blastfurnace slag are widely used around the world. Calcined clay is relatively new, but being championed by world leaders like Ciment Vicat, who are building Europe’s first full-scale clay calcination plant in Xeuilley, France. The plant will produce 525 tpd of calcined clay for use at Ciment Vicat production facilities in the country. CBI Ltd in Ghana has also contracted FLSmidth to build a new calcined clay facility, which will replace 30% of imported clinker and reduce CO2 emissions per tonne of cement by up to 20%. Leaders like these will show the world what can be achieved and will lay the groundwork for further adoption of calcined clay and SCMs.
We’ve said it before, but it’s worth reiterating: Calcined clay is a stable, widely available resource that slots in easily to the existing cement manufacturing process. With a calcined clay plant and using your existing VRM, you could save significant costs and reduce emissions with a relatively low capital investment.
Introducing SCMs or calcined clay to your process may require new (though familiar) technologies, but with proper controls the output is an equally high-quality cement product, at a lower cost, using less energy and less fuel.
Cutting the clinker factor is the best way to dramatically reduce the cement industry’s environmental impact right now. The technology is ready. The materials are available. Let’s go!
This article was initially published in the December 2023 issue of World Cement.